Advanced techniques in Laser Welding of Polymers
The automotive, chemical as well as pharmaceutical industry and not to neglect the medical institutions are demanding compact, easy to use and hermetically sealed plastic parts in high volumes. Due to the availability of high-power diode-based fiber coupled laser sources plastic welding is rapidly conquering all these fields. Besides higher throughput and smaller welding details, customers are also craving for less color sensitivity and clear-to-clear joints. The latter can be served by means of Monocrom @FLEX modules in the 2 µm to 3 µm region due to an increase in absorption for most thermoplastics. Our unique “rectified polarization beam combining” technique allows us to reach up to 105 W in CW.
What is laser plastic welding?
Nowadays, laser plastic welding is a common technique to contactless combine several tailored plastic parts by means of laser radiation interaction. It is a material processing application that constantly gains more interest and is evolving to comply to industrial demands. Laser plastic welding works best for thermo-plastics, which are e.g., PA6, PMMA, PEEK, PTFE and TPU. There are much more but this is just a selection of possible candidates. Some combinations have a stronger weld strength than others and can be looked up in tables. Within a certain and type specific temperature range thermo-plastics establish a liquid phase before they decompose. Based on these temperature windows suitable combinations can be chosen.
Generally, welding approaches can be divided into two major schemes (simplified).
- Through-Transmission Laser Welding
- Clear-to-Clear Laser Welding
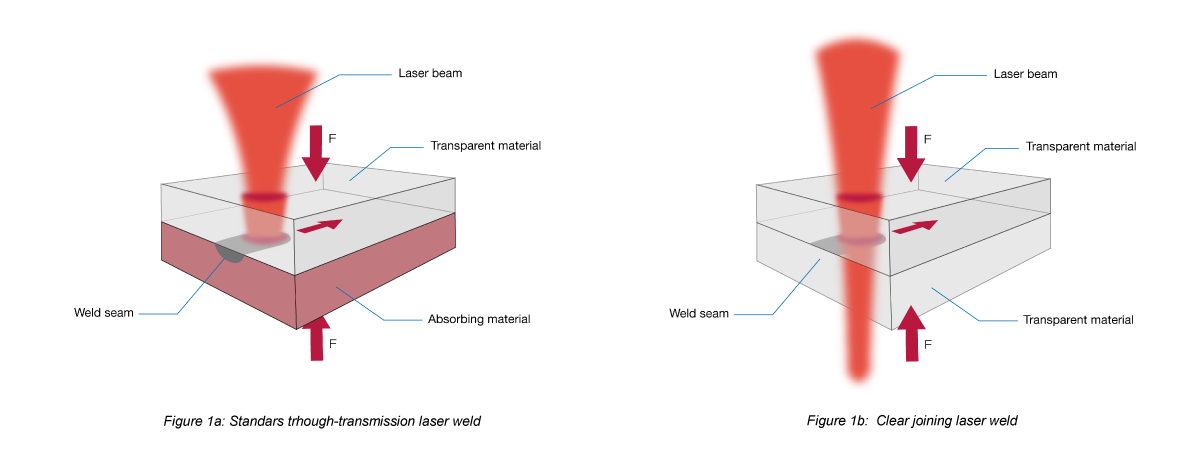
Figure 1: (a) shows schematically standard through transmission laser welding where the energy deposition takes place in the lower part due to total absorption of the incident laser light. Energy absorption is caused by using a different plastic or by adding IR (~1 µm) absorbant particles. (b) is illustrating a so called clear-to-clear laser welding scheme. Here the phenomena used is different since the energy is deposited in the bulk material by means of higher intrinsic abrosption of longer wavelengths (> 2 µm) laser light. This approach allows multi-layer welds.
The first scheme is either established between two different plastics or between the same, while in the latter case the lower one has an IR absorptive additive or different color. For Through-transmission laser welding the energy deposition is taking place in the joint section of both parts by total absorption of radiation from the lower part. This can be seen in Fig. 1a. Typically wavelengths used are between 808 nm and 1064 nm. Whereas the range from 808 nm to 1060 nm can be covered by high-power direct diode lasers and 1030 nm and 1064 nm are emission lines of Yb and Nd doped lasers.
Another approach is called “clear-to-clear” laser welding and the physics used in this scheme is somewhat different from the first one. A schematic illustration is depicted in Fig. 1b. Most thermo-plastics have an increasing intrinsic absorption in the SWIR (> 2 µm) region of light, and this allows bulk-energy deposition. Depending on the plastic to weld, a 2 µm direct diode-based laser source can give 20% – 30% higher adsorption compared to lasers in the vicinity of 1 µm. Since the energy deposition takes place inside bulk material and not at the lower part, multi-layer joints can be created, which would be useful for next generation micro-fluidic chips/devices.
Which challenges to overcome?
A special focus in this section is on clear-to-clear joints, where two parts of the same plastic are welded together. As the name already states, both parts are clear in the visible range of light and have an intrinsic higher absorption in the SWIR (> 2 µm) region of light. Colors and white plastics are imposing an additional difficulty for the standard sources (808 nm to 1060 nm) used either due to unwanted absorption or reflection. Important welding parameters are:
- Optical power: Around 100 W to 200 W in CW are enabling a reasonable throughput for your production process. Monocrom can offer 200 W in 940 nm and 980 nm as well as 105 W in 2 µm and 3 µm.
- Beam quality: The source size determines the “initial” M2-value which directly translates to minimum spot size and/or through-weld thickness. 200 µm fiber cores are commonly used.
- Beam shape: A top hat like or super-Gaussian intensity distribution will prevent hotspots inside the weld and can improve the weld quality. A trade-off needs to be bade to match the structure size of the weld at the same time.
- Wall plug efficiency: Laser diode-based solutions deliver much higher total WPE values than other laser systems, which makes them a superb solution for polymer welding. Our @FLEX modules at 2 µm to 3 µm can achieve up to 10%.
Besides achieving these parameters, the set-up of mechanical assembly needs to be thoroughly planned and weld quality can be improved via the right choice of beam delivery e.g., light guides can be used to homogenize the welding spot
How is MD Innovation Tech and Monocrom supporting your application/process?
MD Innovation Tech and Monocrom can supply you with fiber coupled modules in the wavelength range from 808 nm to 1060 nm but more important from 2 µm to 3 µm as well. All our offerings are laser bar-based modules coupled into different fiber cores and we can equip them with HP-SMA, D80 or QBH connectors. The second section of wavelengths (2 µm – 3 µm) is covered by our @FLEX modules. With these modules we are offering ANY wavelength between 2 µm and 3 µm, and we can achieve up to 105 W in CW. So e.g., if your application needs 2520 nm but other laser technologies – like fiber or solid-state lasers – cannot offer this wavelength, we CAN! The technology used in our @FLEX systems unique combination technology called “rectified polarization beam combining”. This technology is wavelength agnostic allows to follow the moving gain of semiconductor laser diodes, which can be caused by injection current and p-n-junction temperature in- or decrease.